


5 способов сварки арматуры своими руками

Под арматурой понимают конструкцию, созданную из прутков металлопроката разного размера и формы. Основная функция арматуры – перераспределять напряжение растяжения и сжатия внутри строительного объекта. Поэтому к ней предъявляются повышенные требования жесткости. Эта характеристика во многом зависит от качества соединения арматурных прутков. Одним из основных способов соединения является сварка.
Для создания арматурных конструкций своими руками можно использовать много видов сварных соединений. Чтобы провести работы качественно, нужно знать, что они собой представляют и как происходит процесс сварки.
Ванный способ сварки
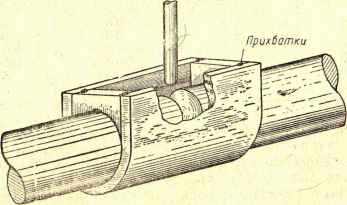 В основе технологии лежит получение расплава металла в области, ограниченной арматурными концами и накладкой, закрепленной в области соединения прутков. Создается своеобразная ванна из жидкого металла, состоящего из электродного расплава и торцов соединяемых электродов. Накладки необходимы для предотвращения растекания полученного при сварке расплава. Одновременно устанавливаются ограничители с торцевых концов накладки.
В основе технологии лежит получение расплава металла в области, ограниченной арматурными концами и накладкой, закрепленной в области соединения прутков. Создается своеобразная ванна из жидкого металла, состоящего из электродного расплава и торцов соединяемых электродов. Накладки необходимы для предотвращения растекания полученного при сварке расплава. Одновременно устанавливаются ограничители с торцевых концов накладки.
Формы — накладки изготавливаются из низкоуглеродистых марок сталей. После проведения сварочной работы их оставляют в области соединения арматуры.


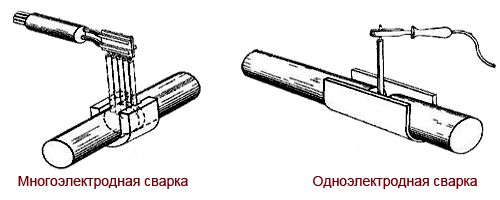
Применяются также съемные многоразовые формы — накладки. Они изготавливаются из медных сплавов, а также из керамики или графита. Работу выполняют с помощью одного электрода или соединенными одной платформой несколькими электродами, имеющими вид гребенки.
Ванная технология позволяет соединять стержни, расположенные в любом положении. При соединении стержней, находящихся в горизонтальном направлении, стальная накладка приваривается к области стыка. Элементы должны располагаться на расстоянии 1,5 – 2 размера диаметра электродов, используемых для сварки.
При стыковке элементов, находящихся в вертикальном положении, используют штамповую форму — накладку. Ее приваривают к нижнему торцу соединения с проплавлением сечения торца сквозь форму. Затем торец арматурного стержня, расположенного сверху, прикладывают к расплавленному сечению нижнего стержня и проводят дальнейший расплав стыкуемых концов арматуры. В результате форма заполняется образовавшимся жидким металлом.
Для избавления от образовавшихся шлаков в боковой стенке формы прожигают отверстие, которое после окончания работы заваривают.
Особенности проведения ванной сварки арматуры
Характерными особенностями технологии ванной сварки являются:
- непрерывность сварочного процесса;
- четкое соблюдение соосности стыкуемых стержней, смещение не должно превышать 0,05 от их диаметра;
- высокая температура дуги, обеспечивающая плавление свариваемого металла в области стыка за счет дополнительного замкнутого пространства ванны;
- Ванным способом стыкуют стержни диаметром от 20 мм до 100 мм.
Необходимое оборудование
Для проведения работ необходимо иметь саму арматуру и сварочный аппарат инверторного типа, обеспечивающий понижение напряжения сети 220 Вт и большую силу тока. Выбрать арматуру в Санкт-Петербурге можно, к примеру, в Сталепромышленной компании, которая является на данный момент одним из лидеров рынка.
Для домашнего использования можно приобрести аппарат небольшого размера.
Также потребуются формы — накладки, соответствующие размеру арматуры и ее сплаву и плавящиеся стальные электроды с покрытием. Например, можно использовать стержни диаметром от 2 до 4 мм марки МР-3 или АНО.
Контактная сварка
 Одним из распространенных способов соединения арматурных стержней является контактная сварка. Она предполагает оплавление изделий в месте их контакта за счет нагрева до температуры пластической деформации и механического сдавливания этой области. Происходит это в результате пропускания тока в цепи, включающей сами стержни арматуры. Ток возникает в замкнутой цепи, где наибольшее сопротивление концентрируется в области контакта стержней. Это сопровождается выделением тепла в этом месте и его максимальным нагревом до состояния оплавления.
Одним из распространенных способов соединения арматурных стержней является контактная сварка. Она предполагает оплавление изделий в месте их контакта за счет нагрева до температуры пластической деформации и механического сдавливания этой области. Происходит это в результате пропускания тока в цепи, включающей сами стержни арматуры. Ток возникает в замкнутой цепи, где наибольшее сопротивление концентрируется в области контакта стержней. Это сопровождается выделением тепла в этом месте и его максимальным нагревом до состояния оплавления.
Для уменьшения времени проведения процесса силу сварного тока увеличивают до 10, а иногда 20 тысяч ампер. При таком режиме металл в области контакта расплавляется практически мгновенно, что приводит к сокращению времени прохождения тока в цепи.
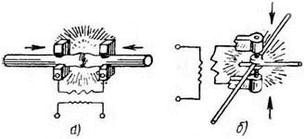
Контактный способ подразделяется на стыковую форму (а), когда стержни расположены встык торцевыми частями, и точечную (б), когда стержни наложены друг на друге и привариваются одновременно в нескольких точках.
Оборудование для контактного способа соединения
Сварка арматурных стержней контактным способом проводится с использованием профессионального оборудования, обеспечивающего основные параметры процесса: силу тока, времени его протекания и степени сжатия области контакта.
При проведении работ в домашних условиях можно использовать простые сварочные устройства, работающие в ручном или автоматическом режиме.
Аппараты для проведения контактного способа соединения арматуры условно можно разделить на стационарные и передвижные устройства, включающие подвесной тип.

Простейшее устройство можно сконструировать самостоятельно. Оно должно включать два функциональных узла: блок питания и выносные электродные держатели с электродами, с помощью которых ток поступает к области сварки.
Стыковая сварка
Технология стыковой контактной сварки основана на использовании тепла в торцевых контактных областях. Нагрев происходит при прохождении тока через них после замыкания цепи путем соединения концов за счет большого сопротивления в области торцевого соединения.
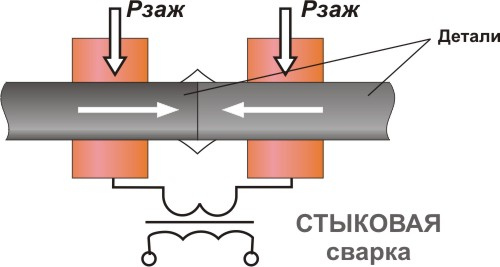
После окончания пропускания тока и его отключения проводят «осадку» разогретого пластичного участка. Чтобы металл арматуры в области соединения нагрелся быстро, и не успела произойти большая потеря тепла, используют режим с высокой токовой нагрузкой, когда ток достигает тысячи ампер.
Стыковой сваркой соединяют гладкие стержни, имеющие диаметр не меньше 14 мм. Для арматуры, полученной горячим способом прокатки и имеющей периодический профиль, стыковая сварка может применяться для стержней с диаметром от 32 мм.
При стыковом соединении выделяют две разновидности проведения технологии:
- непрерывный способ оплавления стержней;
- прерывистое оплавление стыкуемых торцов после предварительного подогрева.
Преимущество отдается прерывистому способу оплавления.
Перед началом проведения работ концы стыкуемой арматуры тщательно очищают от ржавчины, краски и шлаковых образований с помощью зубила, молотка и металлической щетки. Чистота стыкуемых поверхностей существенно влияет на качество соединения.
Контактно — точечная сварка арматуры
Точечный вид сварки является частным случаем контактной технологии. В производстве арматурных каркасов используется в основном этот вид соединения, включая армирующие сетки из прутков малого сечения.
В домашних условиях также возможно использование этого способа соединения, например, при ремонте бытовых приборов и техники.
Точечная сварка может проводиться двумя разными способами:
- металл в области соединения доводят до состояния расплавления и образования литого ядра;
- металл в области соединения нагревают, но не доводят до расплавления.
Принцип нагрева места стыковки аналогичен контактной сварке. Если в месте пересечения арматурных стержней, соприкасающихся точечно, пропустить большой ток, то в этой области будет интенсивно выделяться тепло. Это объясняется тем, что сопротивление стальных стержней арматуры выше, чем сопротивление проводников из меди, входящих во вторичный контур сварочного устройства.

Сварочный процесс стараются проводить при высоких значениях тока. Это не только увеличивает производительность работ, но и улучшает качество поверхности в контактной точке. Это достигается с помощью мощных дорогостоящих аппаратов. Для домашнего выполнения точечной сварки можно использовать простые компактные устройства, которые есть в продаже и даже изготовить аппарат самостоятельно.
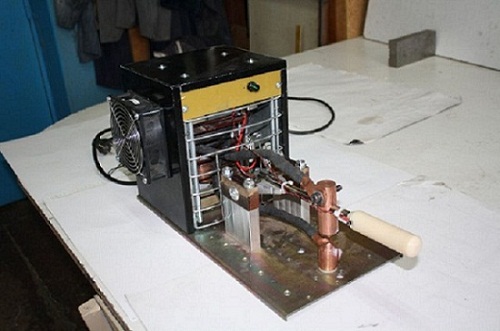
Простой аппарат для точечной сварки с переменными нерегулируемыми показателями величины тока. Управляется процесс вручную путем изменения с помощью реле длительности импульса электричества и отключения его с помощью выключателя.

Основным устройством аппарата точечного соединения является трансформатор, помогающий генерировать большой ток при сварке. Например, можно использовать стандартный трансформатор ОСМ-1. Для проведения сварки его нужно немного модернизировать для получения более мощной вторичной обмотки.
Процесс точечной сварки включает несколько последовательных этапов:
- Уложенные в определенном положении прутки помещаются между медными электродами аппарата с плотным прижиманием их в точке будущего соединения.
- В место контакта подается сварочный ток и происходит нагрев области до пластического состояния металла, необходимого для деформации. За счет прижатия образуется уплотняющий пояс в точке контакта, препятствующий растеканию металла из этой области.
- Импульс тока должен быть кратковременным и сильным, чтобы после прекращения действия тока образовался прочный точечный контакт прутков.
Для получения качественного соединения своими руками нужно обеспечить поддержание постоянный режим скорости электродного перемещения, требуемого усилия давления и полного точечного контакта прутков
Сварка внахлёст
Способ сварки внахлест представляет технологию соединения арматурных прутков путем фиксации их взаимного частичного наложения друг на друга.
При таком соединении арматурные прутки образуют единую линию с взаимным перекрытием длины в местах стыковки.
Такое соединение применяют с целью распределения продольной растягивающей или сжимающей нагрузки на поверхность арматурного прутка. Поэтому при применении такого способа соединения арматуры нужно придерживаться следующих правил:
- нахлест должен проводиться в местах с наименьшим напряжением на арматурную конструкцию;
- должен соблюдаться принцип равномерности распределения прутков разного диаметра. Лучше, если они будут иметь одинаковый диаметр;
- использовать способ перехлеста арматуры можно только при ее диаметре, не превышающем 20 мм.
- Взаимное наложение арматурных прутков должно иметь протяженность более 50 см.
Сварку внахлест конструкций промышленного назначения, подвергающихся повышенным нагрузкам, лучше проводить с помощью ручной дуговой сваркой. Ее выполняют с помощью одного или двух швов с флангов. Для создания качественного стыка длина сварного шва должна составлять не менее 10 размеров диаметров стержней.
Ручная дуговая сварка обычно проводится в горизонтальном расположении стержней. Для этого используют обычное оборудование, включающее трансформатор, газовую горелку или аппараты дуговой сварки с использованием нейтрального газа. Такой способ можно применять и в домашних условиях.
Во время процесса арматурной сварки нужно позаботиться о максимальном проплавлении стыкуемых прутков.
